为促进行业交流进步,便于行业同侪互学互促,推动中国环境产业转型升级。E20环境产业圈层特推出《水务行业优秀案例汇编》,汇集了近200例案例,涉及村镇污水治理、工业废水治理、工业园区废水治理、水环境治理、市政污水管网、再生水回用、污泥处理处置等领域。
项目名称:武汉黄孝河铁路桥地下净化水厂
推荐单位:苏州苏科环保科技有限公司
参与环节:MBR工艺包EPC
项目所在地:湖北省武汉市江岸区
项目概况
为有效解决武汉市黄孝河明渠起端旱季污水溢流污染问题,从明渠源头进行污染控制,同时兼顾雨天的合流制溢流污染的控制,依据上位规划在明渠东侧一处条状地块选址修建一座10×104 m3/d水质净化厂以解决区域城市污水问题。
由于周边临近有较为密集的住宅区和大型商圈,公用设施建设用地面积有限且形式为条状,综合考虑出水水质、对周边的环境影响等多方面因素,设计确定采用全地下式污水厂。出水水质除TN按≤15 mg/L执行、SS按≤10 mg/L执行外,其它主要指标均执行地表Ⅳ类水质标准。该污水厂处理后尾水排入黄孝河明渠,作为明渠的生态补水。
MBR系统主要承担泥水分离功能,同时可强化有机物和氮的去除效果提高出水水质。本工艺为节省用地将MBR膜池与A2/O生化池合建,通过渠道调整MBR进、出水方向,将膜池的进水引入后端,而回流液在膜池前端,即生物池后端,采用穿墙泵和回流渠进行污泥回流。
示范意义
全地下式水厂充分利用下沉箱体的平面功能划分和竖向结构合并,为便于开挖支护、地基处理及抗浮设计,箱体总体布置应尽量将埋设深度相近的构筑物集中设置,实现相同标高共底板,避免高程错落。从运营维护角度考虑需重点统筹采光、通风和消防设计,此三者可有效节省运行能耗同时保障污水处理厂运行的安全性。
采用MBR工艺最大程度的节省占地面积、节省土建投资,采用SUKE-LEP低耗节能膜生物反应器技术,降低运行费用,使用寿命可达10年以上,为全地下污水厂的建设提供示范性的参考。
项目亮点介绍
(1)实施效果
建筑设计采用节能布局、设计理念先进,采用重力自流进水,减少水泵提升费用。
项目全面采用节能MBR设备及技术,遵循技术高效节能、经济指标最优化原则,设备均选用节能、变频产品,采用低损耗电力变压器和高效空气悬浮风机,辅以湖北首例精准除磷、精准曝气控制平台,有效降低了电能和药剂消耗。
(2)社会效益
百年黄孝河,十里再流芳,黄孝河、机场河是汉口主城区的两条重要河道流经江岸区、江汉区、硚口区、东西湖区、主要汇集沿线的生活污水,项目整体建成后将实现汉口片区,“旱天全截污,雨天控溢流,,汛期排洪涝,运维智能化”实现“水清、岸绿、景美”目标,助力武汉生态文明建设和长江大保护,惠及人口超300万。
项目技术工艺/装备简介
(1)技术工艺/装备名称
SUKE-LEP MBR系统为浸没式膜组件用于的膜生物反应器(MBR)。MBR是一种由膜分离单元与生物处理单元相结合的新型水处理技术,以膜组件取代二沉池,通过保持高活性污泥浓度减少污水处理设施占地的一种新型高效的水处理设备。
(2)工艺/装备原理
SUKE-LEP MBR系统是膜分离技术与生物处理法的高效结合,其起源是用膜分离技术取代活性污泥法中的二沉池,进行固液分离。采用浸没式中空纤维膜,利用负压抽吸的原理,将污水中污泥强制拦截,从而达到过滤水的目的。这种工艺不仅能够有效地分离泥水混合液,而且高效稳定。
(3)工艺/装备特点
SUKE-LEP MBR系统具有耐污泥浓度高,污泥负荷低,可减少生化池容积的优点,同时可减小其他生化设备投资,增加生化系统稳定性,降低整体污水站投资;
膜系统运行通量高,出水水质稳定;膜的抗污染性好、对强酸强碱的化学耐受性强,且通过化学清洗可彻底恢复膜通量,同时清洗维护简单彻底;膜组件可干式保存,降低膜系统需承担的风险,轻松应对污水水量、水质的变化;SUKE-LEP MBR系统占地面积小,工艺流程短,出水水质稳定,且系统自动化程度较高,操作简便,减少人为因素对系统的影响,同时相对造价相比其他膜产品更低。
(4)应用领域
SUKE-LEP MBR系统广泛的应用于市政污水及工业废水领域,如垃圾渗滤液、印染废水、煤化工废水、餐厨废水等污水的处理。在全球已经有千余项应用案例稳定运行,项目覆盖市政、渗滤液、煤化工、农村污水、印染、电子电镀、 电镀 、制药、钢铁9大行业。
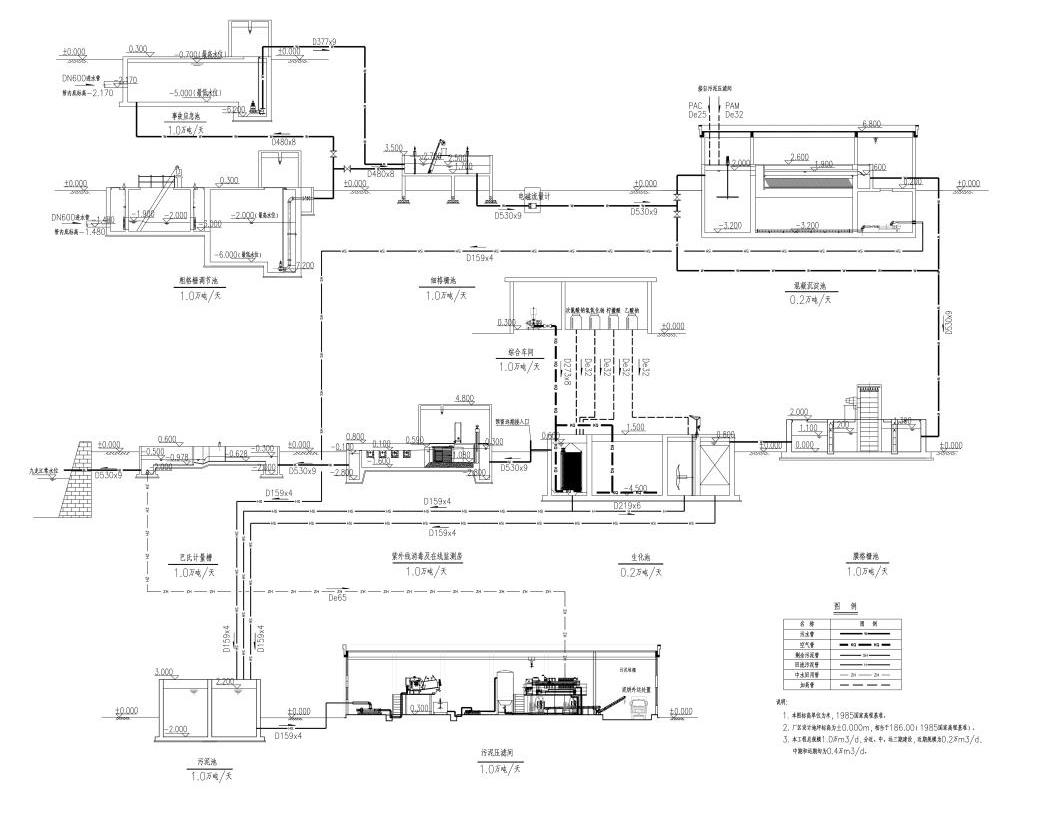
(5)工艺/装备流程图

(6)项目部分案列照片