为促进行业交流进步,便于行业同侪互学互促,推动中国环境产业转型升级。E20环境产业圈层特推出《水务行业优秀案例汇编》,汇集了近200例案例,涉及村镇污水治理、工业废水治理、工业园区废水治理、水环境治理、市政污水管网、再生水回用、污泥处理处置等领域。
项目名称:义龙新区鲁屯镇污水处理工程
推荐单位:湖南惟创环境科技有限公司
参与环节:运营、建设、设备材料供应
项目所在地:贵州省黔西南州义龙新区鲁屯镇
项目概况
义龙新区鲁屯镇污水处理工程的建设是认真贯彻落实国发2号文件“支持黔西南州建设滇桂黔三省结合部商贸物流中心和西江上游经济区的能源化工、原材料加工基地”和贵州省委省政府主基调主战略的重要指示的举措,进一步完善城镇基础设施,提高义龙新区鲁屯镇污水处理能力,改善居民生活环境,构建生态文明城市实现永续发展。
鲁屯镇污水厂位于义龙新区鲁屯镇,近期设计规模1万m3/d,远期设计规模2.0万m³/d,采用A²O+MBR处理工艺,出水达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A排放标准。
示范意义
义龙新区鲁屯镇污水处理工程,依据《贵州省水污染防治行动计划工作方案》中新建城镇污水处理设施执行一级A排放标准的要求,顺利完成了项目的建设;鲁屯镇污水厂的建设完成有效地处理了乡镇生活污水,出水达到一级A排放标准,避免了生活污水直接流入水域导致对水源土壤和空气环境造成恶劣影响,进一步改善了鲁屯片区及其下游水体环境质量,保护鲁屯片区得天独厚的自然、文化资源,为创造健康和谐的生活、投资环境,实现社会经济发展和人口、资源、环境相协调的可持续发展目标打下坚实的基础。
义龙新区鲁屯镇污水处理工程采用A²O+MBR工艺,是比较可靠的污水处理工艺,能够高效降解去除有机污染物和完成脱氮除磷功能,污水厂建成后,日进水量达到设计值,预计每年可消减COD达到730吨,BOD达到419吨,氨氮达到91.25吨,总氮达到91.25吨,SS达到693吨,总磷达到12.8吨,具有较好的环境效益。
项目亮点介绍
污水资源化:MBR系统中由于膜分离系统的高效泥水分离特性,够有效地进行固液分离,分离效果远优于传统的沉淀池,出水水质优异,出水悬浮物和浊度接近于零,可直接回用,实现污水资源化。
占地面积小,节约土地资源:省去二次沉淀池及深化处理工艺段,比传统工艺节省50%以上的占地面积,可为国家节省大量土地资源。也可利用于既有设备进行扩容改造,减少新建设备的占地面积。
高度自动化控制管理:自动智能化程度高、管理简便。AAO+MBR 工艺流程大为缩短,易于实现从进水到出水的全自动化控制,系统采用PLC控制,可根据水量变化曲线,将提升泵房液位与MBR池液位联动控制,实现进出水处理自动化运行。运行管理人员减少50%以上,并能有效保障运行。
节能降耗:由于SRT和HRT的分离,延长了污泥龄。反应器在高容积负荷、低污泥负荷、长泥龄下运行,可使污泥中增殖硝化细菌对污水进行硝化和部分反硝化处理,可使污泥本身发生好氧消化,而使剩余污泥产量比常规活性污泥法减少 30%~50%,大幅度减少污泥的排放量,减少了二次污染及污泥处理成本,缓解了传统技术剩余污泥量大的难题;MBR的曝气系统采用节能脉冲曝气系统,将空气通过管道引至膜元件底部的脉冲曝气器内,间断释放,释放的气泡在上升过程中与液体混合在膜表面形成涡流,上升的空气擦洗并清洁中空纤维膜的外表面,延缓膜的污染,从而延长膜元件的使用寿命,提高过滤效率;MBR膜孔径小,能有效去除水中的几乎全部的胶体、悬浮物,细菌去除率 99.99%以上,病毒去除率达到 99%以上。减少了出水消毒次氯酸钠等药剂的使用量。
项目技术工艺/装备简介
(1)技术工艺/装备名称
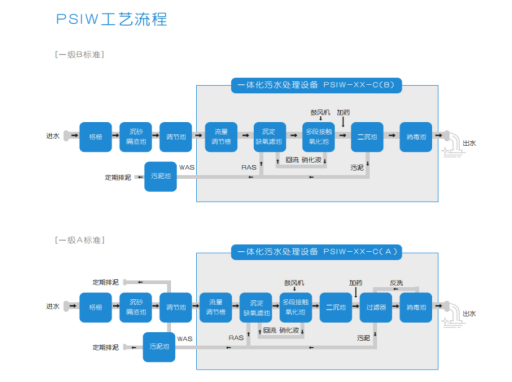
A²O+MBR组合工艺。
(2)工艺/装备原理
A²O+MBR是一种高效的组合工艺,基于传统的活性污泥法(A²/O),组合MBR污水处理技术,这种集成式组合新工艺把生物反应器的生物降解作用和膜的高效分离技术溶于一体,具有出水水质好且稳定、处理负荷高、装置占地面积小、产泥量小、操作管理简单等特点,替代了传统的沉淀池,大大提高了反应器和泥水分离的效率,并降低了处理系统的大小。
(3)工艺/装备特点
效率高:该工艺对废水中的有机物,氨氮等均有较高的去除效果。
流程简单,投资省,操作费用低:该工艺是以废水中的有机物作为反硝化的碳源,故不需要再另加甲醇等昂贵的碳源。
容积负荷高:该工艺能有效提高硝化及反硝化的污泥浓度,具有较高的容积负荷。
厌氧-缺氧-好氧交替运行:不适宜丝状菌增殖繁衍,无污泥膨胀之虑。
硝化效率提高:有利于增殖缓慢的硝化细菌的截留、生长和繁殖,系统的硝化效率得以提高,比普通曝气池的硝化效率高数倍,从而节约硝化需要的池容。
污泥浓度高,除碳效率提高2倍以上:MBR反应池内的微生物浓度高,可达到常规活性污泥法的2~3倍,在污泥负荷相同的情况下节约占地。